
胀接效果
胀接在换热器中的应用很多,换热器管头胀接连接时,经常用测量胀管率来考察胀接效果。
1.胀接并用的方法,从加工工艺过程来看,主要有强度胀+密封焊、强度焊+贴胀、强度焊+强度胀等几种形式。这里所说的“密封焊”是指保证换热管与管板连接密封性能的焊接,不保证强度;“贴胀”是指为消除换热管与管孔间的间隙并不承担拉脱力的轻度胀接。如强度胀与密封焊相结合,则胀接承受拉脱力,焊接保证紧密性。如强度焊与贴胀相结合,则焊接承受拉脱力,胀接消除管子与管板间的间隙。至于胀、焊的先后顺序,虽无统一规定,但一般认为以先焊后胀为宜。
2. 胀接并用主要用于密封性能要求较高;承受振动或疲劳载荷;有间隙腐蚀;需采用复合管板等的场合。
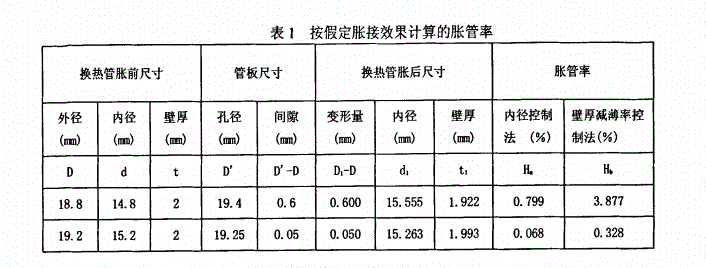
从计算结果可以看出,在标准允许范围内,换热管外径和管孔直径的制造公差对胀管率计算数值的影响还是非常大的。本来按胀管率的含义,这种情况下胀管率的值应该为零,但按内径控制法求得的胀管率,实际却是从0.068%到0.799%不等;按壁厚减薄率控制法求得的胀管率,更是从0.328%到3.877%不等,也就是说其计算偏差可以分别达到0.8%和3.9%!
计算结果由此得出,在标准允许范围内,换热器外径和管隙直径的生产公差对膨胀率的计算值有较大影响。与管膨胀率的重要性相对应,管膨胀率的值现在应为零,但根据内径法计算的管道膨胀率在0068%和0799%之间;按壁厚折减法计算,管道膨胀率由0328%降到3.877%,计算误差为0.8%,3.9%!




